












Брендан Кейси
Во время двух десятилетий своей работы в отрасли гидравлики я находился в выгодном положении, так как мог наблюдать и изучать ошибки и упущения, которые допускают пользователи гидравлического оборудования при его эксплуатации. Исходя из этих длительных наблюдений, я выделил семь самых распространенных ошибок, которые допускают пользователи гидравлического оборудования. Ознакомьтесь — и вы сможете избежать их!
Ошибка № 1 — Замена масла
Есть только два условия, при которых необходимо заменить гидравлическое масло: деградация базового масла или истощение присадок. Существует очень много переменных, которые определяют скорость деградации масла и вымывания присадок. Судить об изменении гидравлического масла только на основе часов его работы, без ссылки на его фактическое состояние — все равно, что проводить съемки в темное время суток.
Учитывая нынешние высокие цены на масла, продолжать использовать масло без замены — это последнее, что вы хотите сделать. С другой стороны, если вы будете продолжать работать с деградировавшим, истощенным базовым маслом, вы ставите под угрозу срок службы всех других компонентов в гидравлической системе. Единственный способ узнать, когда масло нужно менять — это анализ масла.
Ошибка № 2 — Замена фильтров
Аналогичная ситуация относится к гидравлическим фильтрам. Если вы заменяете их в соответствии с графиком, вы меняете их либо слишком рано, либо слишком поздно. Если вы замените их на ранней стадии, когда их грязеемкость еще достаточна, вы потратите деньги на ненужную замену фильтров. Если вы замените их поздно, после того, как масло пошло через обходной фильтр, увеличение частиц в масле спокойно снижает срок службы всех компонентов в гидравлической системе — стоимость намного больше в долгосрочной перспективе.
Решение состоит в том, чтобы заменить фильтры, когда вся их грязеемкость на грани, но до того как перепускной клапан откроется. Это требует механизма контроля за ограничением потока (перепада давления) через фильтрующий элемент, чтобы точно знать, когда эта точка будет достигнута. Засорение – самое неприятное состояние системы.
Лучшим решением является мониторинг перепада давления на фильтре.
Ошибка № 3 – Работа при перегреве
Немногие владельцы оборудования и операторы продолжают работать при перегретом двигателе. К сожалению, этого нельзя сказать, когда гидравлическая система перегревается. Но, как и в случае двигателя, это самый быстрый способ разрушить компоненты гидравлики, уплотнения, шланги и масло само по себе может стать высокотемпературной окисленной средой.
Какая температура является перегревом для гидравлической системы? Это в основном зависит от вязкости и индекса вязкости (скорость изменения вязкости с температурой) масла, и типа гидравлических компонентов в системе.
Если температура масла увеличивается, его вязкость уменьшается. Таким же образом и гидравлическая система начинает перегреваться и достигает температуры, при которой вязкость масла падает ниже, чем это необходимо для адекватной смазки.
Пластинчатый насос, например, требует более высокой минимальной вязкости, чем поршневой насос. Именно поэтому тип компонентов, используемых в системе, влияет на его безопасный температурный максимум.
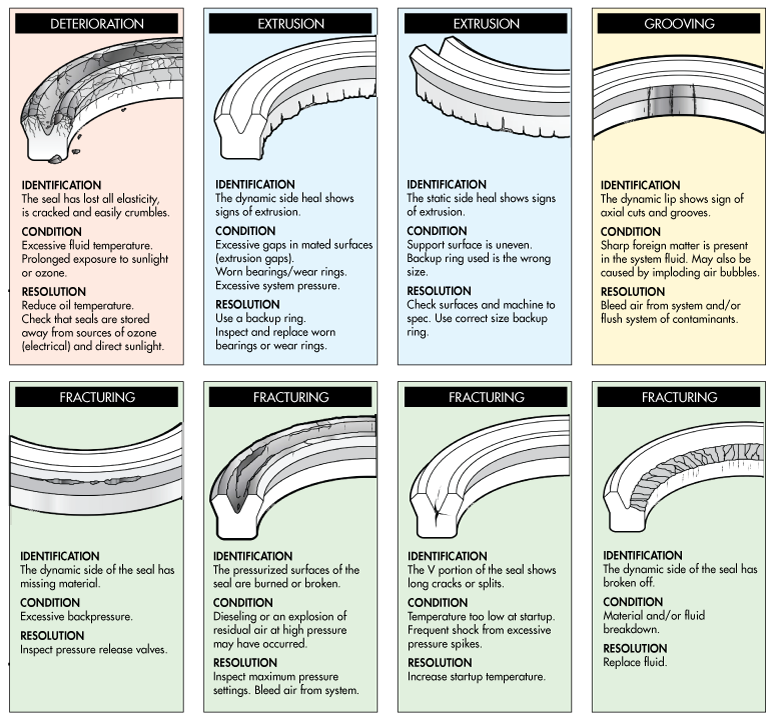
Помимо вопроса адекватной смазки, важность которого невозможно переоценить, рабочая температура выше 82 °С наносит наибольший ущерб уплотнениям, шланговым соединениям и ускоряет деградацию масла. Но по причинам, о которых я уже говорил, гидравлическая система может перегреваться и при более низкой температуре.
Ошибка № 4 — Использование масла неправильной вязкости
Масло является важнейшим компонентом любой гидравлической системы. Мало того, что оно выполняет смазочную функцию, оно также является управляющим средством, с помощью которого передается механическая энергия всей гидравлической системе. Именно эта двойная роль масла связана с вязкостью масла, что делает ее наиболее важным свойством масла, поскольку это влияет как на производительность оборудования, так и на срок его службы.
Вязкость масла в значительной степени определяет максимальную и минимальную температуру масла, в которой гидравлическая система может безопасно работать. Если вы используете масло с вязкостью, слишком высокой для климата, в котором машина должна работать, масло не будет поступать правильно и адекватно смазывать при холодном пуске. Если вы используете масло с вязкостью слишком низкой для преобладающей атмосферы, оно не будет поддерживать необходимую минимальную вязкость, и, следовательно, не будет выполнять адекватную смазку в самые жаркие дни года.
Но это еще не все. В рамках допустимых крайностей вязкости, необходимых для адекватной смазки, есть более узкий диапазон вязкости, где потери энергии сведены к минимуму. Если вязкость рабочего масла выше идеальной, больше энергии теряется на трение жидкости. Если рабочая вязкость меньше, чем идеальная, больше мощности теряется на трение и внутренние утечки.
Использование масла неправильной вязкости не только приводит к ухудшению смазки и преждевременному выходу из строя основных компонентов оборудования, но также увеличивает потребление энергии (дизель и электричество) — две вещи, которые вы не хотели бы получить. И несмотря на то, что вы думаете, вы не обязательно получите масло нужной вязкости, слепо следуя предписанным рекомендациям производителя машины.
Ошибка № 5 – фильтр в неправильных местах
Любой фильтр лучше чем без фильтра, не так ли? Неправильно! Есть два места в гидравлической системе, где установленные фильтры приносят больше вреда, чем пользы, и могут быстро уничтожить сами детали, на которые они были установлены для защиты. Этими местами, которые следует избегать, являются вход насоса и дренажные линии из корпусов поршневых насосов и электродвигателей.
Это противоречит общепринятому утверждению: нужен фильтр на входе насоса чтобы защитить его от «мусора». Во-первых, насос закачивает масло из специального резервуара, не из мусорного ведра. Во-вторых, если вы считаете нормальным или приемлемым попадание мусора в гидравлический бак, то вы, вероятно, напрасно тратите свое время на чтение этой статьи.
Если получение максимального срока службы насоса является вашей главной заботой (а так и должно быть), то гораздо важнее для масла свободно и полностью заполнить насосные камеры во время каждого приема, чем для защиты насоса от гайки, болта и 9/16 -дюймовых ключей. Они не представляют никакой опасности в правильно спроектированном резервуаре, где вход насоса находится на расстоянии не менее 2 см от дна.
Исследования показали, что заниженное потребление масла может снизить срок службы насоса на 56 процентов. И это хуже для лопастных и поршневых насосов, потому что эти проекты в меньшей степени способны выдержать вакуум-индуцированные силы, вызванные ограниченным потреблением. Гидравлические насосы не предназначены для «сосания». Другой комплекс проблем возникает из-за фильтров, установленных на сливной линии поршневых насосов и гидромоторов, но результат такой же, как в случае всасывающих фильтров. Они могут сократить срок службы и вызвать катастрофические отказы в этом дорогостоящем оборудовании.
Ошибка № 6 — считать гидравлические системы самовсасывающими и самосмазывающимися
Вы не станете стартовать на автомобиле без масла в картере — не умышленно, во всяком случае. И все же, я видел это же самое происходит с большим количеством дорогостоящего гидравлического оборудования.
То есть, если во время первого запуска не выполняются правильные шаги, гидравлические компоненты могут быть серьезно повреждены. В некоторых случаях, они могут даже нормально работать в это время, но вред, нанесенный при запуске, обрекает их на преждевременный выход из строя.
Это две части одной дилеммы — знать, что делать, и не забыть это сделать. Не знать что делать -это одно. Но если вы знаете, но забыли это сделать, это просто душераздирающе. Вы не можете погладить себя по спине, заполнив насос чистым маслом, но забыв при этом открыть впускной клапан перед запуском двигателя!
Ошибка № 7 — не стремиться к образованию
Целью данной статьи является показать, что если вы владеете, эксплуатируете, ремонтируете или поддерживаете гидравлическое оборудование, и вы не в курсе последних достижений в практике обслуживания гидравлического оборудования, много денег может проскользнуть у вас сквозь пальцы.



 При эксплуатации гидроприводов с высоким давлением (более 10 МПа) следует создать безопасные условия для обслуживающего персонала от поражения струей жидкости. Для этого необходимо ограждать кожухом все участки гидролиний, которые не заключены в общий корпус машины.
При эксплуатации гидроприводов с высоким давлением (более 10 МПа) следует создать безопасные условия для обслуживающего персонала от поражения струей жидкости. Для этого необходимо ограждать кожухом все участки гидролиний, которые не заключены в общий корпус машины. Источник: http://for-engineer.info/17/trebovaniya-texniki-bezopasnosti-v-gidravlike.html



According to the documentation (in Russia for example), carbon dioxide (CO) can be found in gaseous, liquefied and solid (in the form of dry ice) conditions. The density of carbon dioxide depends on the pressure, temperature, and aggregate state in which it is located. The carbon dioxide triple point is characterized by an overpressure of 0.428 MPa (4.28 kgf / cm) and a temperature of minus 56.6°C. Carbon dioxide does not pose a danger to human health when it is concentrated in the air of the working area of 0.5% by volume. If the air contains more than 5% carbon dioxide, there is a feeling of irritation of the mucous membranes of the respiratory tract and eyes, coughing, a feeling of warmth in the chest and headaches.
In Russia, the technical requirements for liquid carbon dioxide are defined by GOST 8050-85 » carbon Dioxide gas and liquid. Technical conditions».
For the centralized carbon feeding system customers can use: pipeline from the sypplier to the customer, self-supporting station and isothermic medium pressure tanks, used for liquid carbon dioxide storage and transporting under the working pressure of up to 2,5 MPa.

Medium-pressure isothermal tanks, both transport tanks and stationary storage tanks, are heat-insulated vessels of various capacities. At the same time, liquid carbon dioxide is accumulated and stored at the supplier in stationary storage tanks at an operating pressure of 0.8 to 1.6 MPa (8-16 kgf/cm), from which transport tanks are filled, designed for an operating pressure of 0.8 to 2.0 MPa (8-20 kgf/cm) and intended for delivery of liquid carbon dioxide to the consumer. For the consumer, liquid carbon dioxide is transferred from transport tanks to stationary storage tanks (consumption tanks) designed for operating pressure from 0.8 to 2.4 MPa (8-24 kgf/cm).
The design of tanks and the intervals of working pressure in them ensure the storage period of liquid carbon dioxide (without loss of its vapors through safety devices to the atmosphere) from 6 to 20 days for stationary storage tanks and road transport tanks, and up to 40 days for railway tanks.
Согласно РД 26-4-87 двуокись углерода или углекислый газ (CO) может находиться в газообразном, сжиженном и твердом (в виде сухого льда) состояниях. Плотность двуокиси углерода зависит от давления, температуры и агрегатного состояния, в котором она находится. Тройная точка двуокиси углерода характеризуется избыточным давлением 0,428 МПа (4,28 кгс/см) и температурой минус 56,6°С. В жидком состоянии двуокись углерода может находиться только под давлением выше ![]() 0,428 (4,28 кгс/см). Двуокись углерода не представляет опасность для здоровья человека при концентрации ее в воздухе рабочей зоны 0,5% по объему. При содержании в воздухе свыше 5% двуокиси углерода появляется ощущение раздражения слизистых оболочек дыхательных путей и глаз, кашель, ощущение тепла в груди и головные боли.
0,428 (4,28 кгс/см). Двуокись углерода не представляет опасность для здоровья человека при концентрации ее в воздухе рабочей зоны 0,5% по объему. При содержании в воздухе свыше 5% двуокиси углерода появляется ощущение раздражения слизистых оболочек дыхательных путей и глаз, кашель, ощущение тепла в груди и головные боли.
Технические требования к жидкой двуокиси углерода определяются ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая. Технические условия».
Для централизованного обеспечения двуокисью углерода потребителем могут быть применены: газопровод от поставщика к потребителю, автономная станция и изотермические резервуары среднего давления, предназначенные для хранения и транспортировки жидкой двуокиси углерода под рабочим давлением до 2,5 МПа.
Изотермические резервуары среднего давления, как транспортные цистерны, так и стационарные накопители, представляют собой теплоизолированные сосуды различной вместимости. При этом жидкая двуокись углерода накапливается и хранится у поставщика в стационарных накопителях при рабочем давлении от 0,8 до 1,6 МПа (8-16 кгс/см), из которых производится заполнение транспортных цистерн, рассчитанных на рабочее давление от 0,8 до 2,0 МПа (8-20 кгс/см) и предназначенных для доставки жидкой двуокиси углерода потребителю. У потребителя жидкая двуокись углерода переливается из транспортных цистерн в стационарные накопители (расходные емкости), рассчитанные на рабочее давление от 0,8 до 2,4 МПа (8-24 кгс/см).
Конструкция емкостей и интервалы рабочего давления в них обеспечивают срок хранения жидкой двуокиси углерода (без потерь его паров через предохранительные устройства в атмосферу) от 6 до 20 суток для стационарных накопителей и автомобильных транспортных цистерн и до 40 суток — для железнодорожных цистерн.
Стационарные резервуары типов УДХ, РДХ и НЖУ-50Д, оборудованные холодильными установками, обеспечивают хранение жидкой двуокиси углерода неограниченное время.
Сосуды изготавливают согласно ГОСТ 19662-89.
Согласно пп «к» пункта 3 правил сосуды для жидкого СО2 являются сосудами работающими под давлением.

 2.4.1. Обслуживание оборудования и установок в производстве двуокиси углерода жидкой может быть поручено лицам, достигшим 18-летнего возраста, прошедшим медицинское освидетельствование, производственное обучение, проверку знаний в квалификационной комиссии и инструктаж по безопасному ведению процессов, имеющим соответствующее удостоверение.
2.4.1. Обслуживание оборудования и установок в производстве двуокиси углерода жидкой может быть поручено лицам, достигшим 18-летнего возраста, прошедшим медицинское освидетельствование, производственное обучение, проверку знаний в квалификационной комиссии и инструктаж по безопасному ведению процессов, имеющим соответствующее удостоверение.
2.4.2. Помещения для производства двуокиси углерода жидкой и склады для хранения наполненных баллонов должны быть одноэтажными, без чердачных перекрытий, строительная часть должна быть выполнена в соответствии со СНиП 2.09.02-85 и СНиП 2.01.02-85, удовлетворять санитарным нормам и оборудована аварийной вентиляцией (Приложение 9 настоящих Правил).
2.4.3. Высота машинного (компрессорного) зала должна быть не менее 4 м, сухоледного — не менее 3,5 м и склада для баллонов, наполненных двуокисью углерода жидкой — не менее 3,25 м.
2.4.4. Склады твердой двуокиси углерода (сухого льда) желательно располагать вблизи с сухоледным отделением, высота склада должна быть не менее 3,25 м. Над складом сухого льда могут быть расположены служебные и другие помещения.
2.4.5. В стене, отделяющей помещение с наполнительными рампами от компрессорного отделения, устройство проемов не допускается.
2.4.6. В случае загазованности помещений компрессорного и наполнительного отделений углекислым газом должна срабатывать аварийная сигнализация и включаться аварийная вентиляция в соответствии с п. 2.2.37 настоящих Правил.
2.4.7. Монтаж и эксплуатация оборудования, работающего под давлением и не имеющего паспорта установленной формы, запрещается.
2.4.8. Величины предельно допустимых давлений и температуры газа на всех ступенях сжатия, давлений в стапельной батарее, в маслоотделителях всех ступеней, в фильтрах и других аппаратах, должны быть указаны в таблице, вывешенной на видном месте у каждого аппарата и сосуда.
2.4.9. Выброс двуокиси углерода при срабатывании предохранительных клапанов и других устройств должен осуществляться наружу с выводом выше конька крыши на 2 м.
2.4.10. Двуокись углерода по физико-химическим показателям должна соответствовать нормам и требованиям, приведенным в ГОСТ 8050. При отборе проб жидкой двуокиси углерода необходимо работать в защитных очках и рукавицах.
2.4.11. Запрещается наполнять баллоны без клейма освидетельствования, с просроченным сроком испытания, неокрашенные, с неисправным вентилем, при заметных механических повреждениях.
2.4.12. Взвешивание наполняемых баллонов производится только на проверенных весах, имеющих клеймо госповерителя.
2.4.13. Все баллоны, наполняемые двуокисью углерода жидкой, должны регистрироваться в журнале, где записывается следующее: дата наполнения, номер баллона, дата последующего освидетельствования, вместимость баллона в дм3, конечное давление газа при наполнении в кгс/см2, количество налитой в баллон двуокиси углерода в кг.
2.4.14. Мойка, погрузка и разгрузка баллонов должны быть механизированы. Места хранения баллонов не должны загромождаться, должны иметь свободный и достаточно широкий проезд от рампы к месту хранения баллонов. Границы проездов и площадок для хранения баллонов обозначаются хорошо видимыми белыми линиями шириной не менее 50 мм. Хранение баллонов в наполнительной станции не допускается. Баллоны должны храниться не ближе 1 м от нагревательных приборов и 10 м от источников тепла с открытым огнем.
2.4.15. Запрещается оставлять без надзора промежуточные сосуды с закрытыми вентилями на их жидкостных и газовых трубопроводах при наличии в них сжиженной двуокиси углерода.
2.4.16. Регистрация цистерн и других сосудов для хранения и перевозки сжиженного углекислого газа должна осуществляться в соответствии с Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением. Эксплуатация цистерн и сосудов, не имеющих паспорта, запрещается.
2.4.17. Перед наполнением цистерн и сосудов необходимо проверить: наличие паспорта, дату освидетельствования, исправность арматуры, корпуса, теплоизоляции и состояние окраски. В цистерне, баллоне или сосуде не должно быть воды и постороннего газа, остаточное давление должно быть не менее 4 кгс/см2.
2.4.18. Наполнение цистерны или сосуда выше установленной инструкцией нормы запрещается. Степень наполнения цистерны или сосуда должна быть указана в килограммах и определяется взвешиванием во время наполнения.
2.4.19. В случае обнаружения пропуска газа из цистерны или сосуда наполнение их немедленно прекращается. Двуокись углерода должна быть удалена из цистерны или сосуда, и цистерна или сосуд должны быть направлены на устранение неисправностей.
2.4.20. У наполненной цистерны или сосуда на штуцере вентилей должны быть плотно навернуты или приболчены заглушки, а на арматуру надеты предохранительные колпаки, которые должны пломбироваться.
2.4.21. Завод-наполнитель (цех отпуска) обязан вести журнал налива цистерн и сосудов, в который записываются следующие данные: дата наполнения, название завода-изготовителя цистерны (сосуда), заводской и регистрационный номер, вместимость цистерны (сосуда), масса тары, масса продукта (налитой двуокиси углерода), величина рабочего и пробного давления, дата следующего освидетельствования.
2.4.22. Производство сухого льда и жидкой двуокиси углерода должно отвечать требованиям «Правил техники безопасности на заводах сухого льда и жидкой углекислоты».
2.4.23. В случае остановки сухоледного цеха (отделения) на продолжительное время оборудование и трубопроводы должны быть освобождены от сжиженной двуокиси углерода.
2.4.24. Блоки сухого льда должны храниться в специальных помещениях (хранилищах, складах) или в изотермических контейнерах. Хранить сухой лед в герметически закрытых сосудах запрещается.
2.4.25. Запрещается поднимать баллоны или контейнеры с ними, а также загружать и выгружать блоки сухого льда тельфером с просроченным сроком испытания или неисправным.
2.4.26. Машинный зал, сухоледное отделение и станция наполнения баллонов должны быть обеспечены шланговыми противогазами. У входа в каждое из перечисленных помещений должно быть не менее трех противогазов на случай аварии.