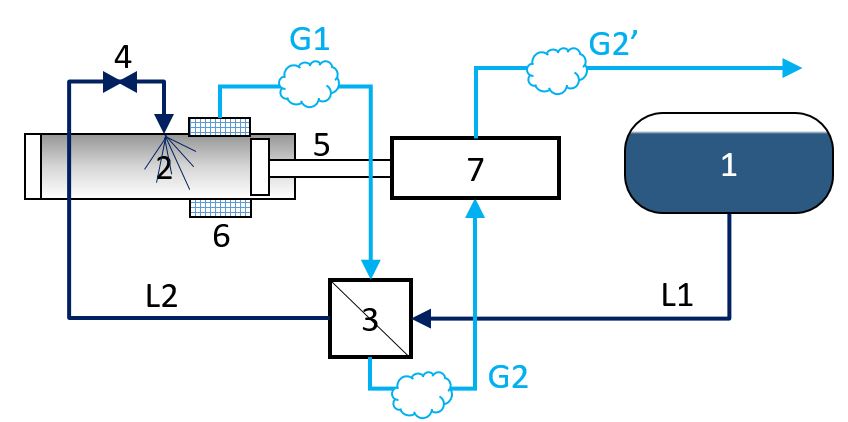
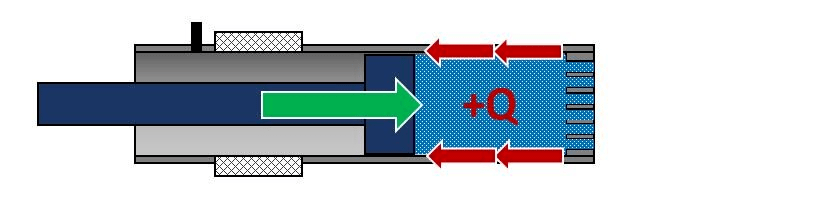
When liquid CO2 is injected into the pressing chamber, liquid CO2 is partially converted (for example, by 50%, taken for simple perception) into gaseous CO2 and by 50% into dry ice snow.
Technical information:
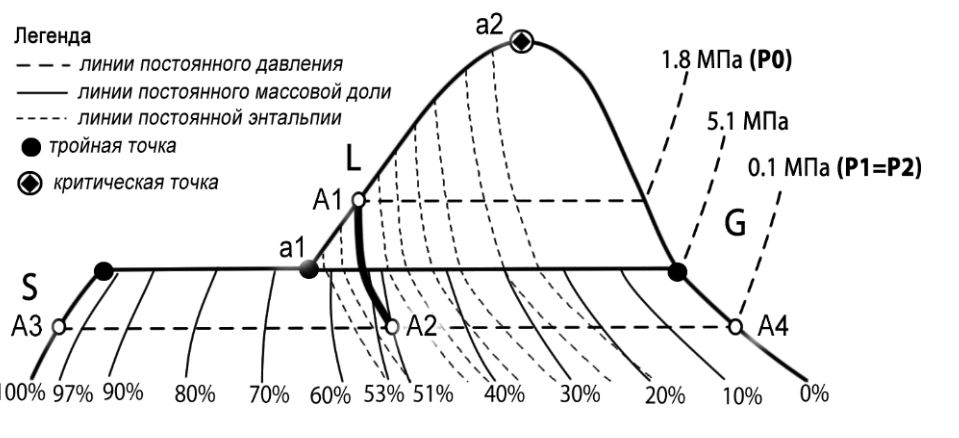
- The density of liquid CO2 at 16 ATM: 1060 kg/m3;
- Density of cold CO2 gas at 1 ATM: 2.5 kg / m3;
- Dry ice particle density: 1600 kg / m3 (approx.);
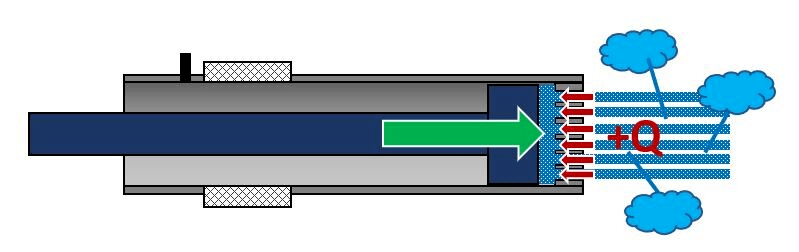
Half of the liquid CO2 stream turns into gaseous CO2, which is accompanied by a 424-fold increase in the volume of this half of the stream (1060/2,5). As a result, a complex vortex flow of a two-phase mixture forms in the pressing chamber. The task of the filter is to keep the dry ice snow in the pressing chamber as much as possible.



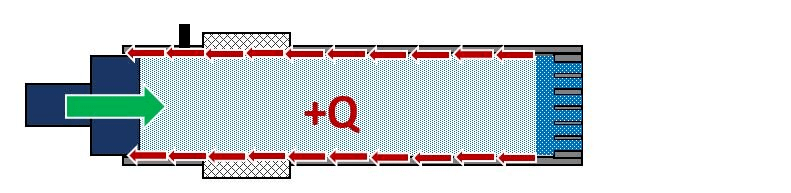
Compaction friction
On this site the snow of the dry ice is being compacted and it's friction on the pressing chamber is insignificantly.
Pulp pressing friction
Glassy shape compacted snow under the pressure of 160-220 ATM becomes viscous and begins to press on the side walls of the pressing chamber. This friction is one of the highest during the dry ice production cycle.
Friction on the matrix and from internal deformation of the pulp into pellets
When the ice passes through the matrix, there appears one more force,
needed to overcome the deformation resistance. At the exit "overheated" ice begins to evaporate immediately until it reaches the equilibrium state.